配線と設定
バッファ内部配線図
インストール動画
バッファをメインボードに接続し、設定方法
重要なお知らせ
- 以下の配線例の「MMUツールボード」はインターフェース定義の参考です。実際の使用時は以下の通りにしてください:
- ケーブルをKLIPPERマザーボードのリミットスイッチ信号ポートに直接接続してください。
- 設定ファイル(例:
printer.cfg)で、対応するポート番号の設定を変更・確認し、機能が正常に動作するようにしてください。
- 基本機能
- トリガーバッファによるフィーディングまたはリトラクト機能の使用
- MDMセンサー配線と設定方法
-
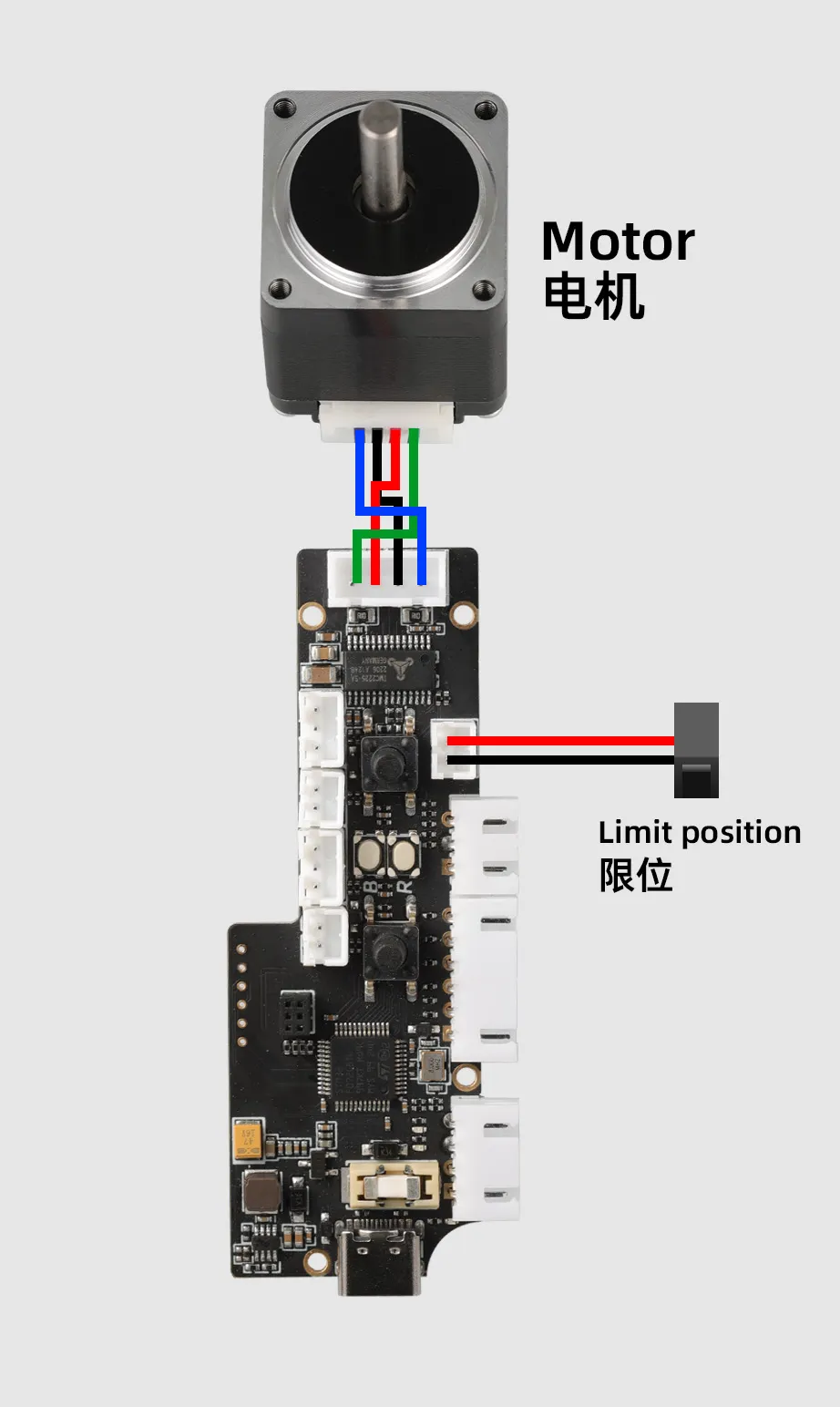
このバッファにはフィラメント断線検出と手動制御機能が搭載されています:
-
フィラメント断線検出 (FILAMENT_SENSOR)
- 信号出力: フィラメント断線が発生した際、バッファの
PB15ピンからLowレベル信号が出力されます。
- 信号出力: フィラメント断線が発生した際、バッファの
-
フィーダーボタン (FEED)
- クリック: バッファの
PA2ピンから3秒間のHighレベルパルス信号が出力されます。 - 長押し: バッファは連続フィーディングを実行し、ボタンを離すまで継続します。
- クリック: バッファの
-
リトラクトボタン (RETRACT)
- クリック: バッファの
PA3ピンから3秒間のLowレベルパルス信号が出力されます。 - 長押し: バッファは連続リトラクトを実行し、ボタンを離すまで継続します。
- クリック: バッファの
配線ガイド
-
上記機能を使用する際は、以下の図を参考に配線してください:
重要なお知らせ
- 図中の「MMUツールボード」はインターフェース定義の参考です。実際の使用時は以下の通りにしてください:
- ケーブルをKLIPPERマザーボードのリミットスイッチ信号ポートに直接接続してください。
- 設定ファイル(例:
printer.cfg)で、PD3、PD4、PD5に対応するポート番号の設定を変更・確認し、機能が正常に動作するようにしてください。
設定例
- MMUツールボード参考設定
- マザーボード参考設定
[mcu LLL_PLUS]
serial:/dev/serial/by-id/usb-Klipper_stm32h723xx_12345-if00
[filament_switch_sensor Material_breakage_detection]
pause_on_runout: true
switch_pin: ^LLL_PLUS:PD3 # 実際に使用するピンに変更してください
runout_gcode:
PAUSE
RESPOND MSG="material shortage"
insert_gcode:
RESPOND MSG="Detected"
event_delay: 1.0
pause_delay: 0.5
[gcode_button Load_consumables]
pin:^LLL_PLUS:PD4 # 実際に使用するピンに変更してください、フィーダー接続ピン
press_gcode:
_Load_consumables
[gcode_button RETRACT]
pin:^!LLL_PLUS:PD5 # 実際に使用するピンに変更してください、リトラクター接続ピン
press_gcode:
_RETRACT
[gcode_macro CONFIG]
description: エクストルーダー設定
variable_extruder_temp: 200 ## 温度
variable_extruder_length: 50 ## 長さ
variable_extruder_speed: 5 ## 速度 (mm/s)
variable_extruder_time: 10 ## 時間 (s)
gcode:
[gcode_macro _Load_consumables] ## フィーディング
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
G4 P{time *1000}
RESPOND MSG="Start feeding {length}mm"
RESPOND MSG="{length}mm フィーディング開始"
G91 ; 相対座標モード
G1 E{length} F{feedrate}
G90 ; 絶対座標モード
RESPOND MSG="Extrusion completed"
RESPOND MSG="エクストルージョン完了"
M104 S0
[gcode_macro _RETRACT] ##リトラクト
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
G4 P{time *1000}
RESPOND MSG="Start material return {length}mm"
RESPOND MSG="{length}mm リトラクト開始"
G91 ; 相対座標モード
G1 E-{length} F{feedrate}
G90 ; 絶対座標モード
RESPOND MSG="Return of materials completed"
RESPOND MSG="リトラクト完了"
M104 S0
[filament_switch_sensor Material_breakage_detection]
pause_on_runout: true
switch_pin: ^PD3 # 実際に使用するピンに変更してください
runout_gcode:
PAUSE
RESPOND MSG="material shortage"
insert_gcode:
RESPOND MSG="Detected"
event_delay: 1.0
pause_delay: 0.5
[gcode_button Load_consumables]
pin:^PD4 # 実際に使用するピンに変更してください、フィーダー接続ピン
press_gcode:
_Load_consumables
[gcode_button RETRACT]
pin:^!PD5 # 実際に使用するピンに変更してください、リトラクター接続ピン
press_gcode:
_RETRACT
[gcode_macro CONFIG]
description: エクストルーダー設定
variable_extruder_temp: 200 ## 温度
variable_extruder_length: 50 ## 長さ
variable_extruder_speed: 5 ## 速度 (mm/s)
variable_extruder_time: 10 ## 時間 (s)
gcode:
[gcode_macro _Load_consumables] ## フィーディング
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
G4 P{time *1000}
RESPOND MSG="Start feeding {length}mm"
RESPOND MSG="{length}mm フィーディング開始"
G91 ; 相対座標モード
G1 E{length} F{feedrate}
G90 ; 絶対座標モード
RESPOND MSG="Extrusion completed"
RESPOND MSG="エクストルージョン完了"
M104 S0
[gcode_macro _RETRACT] ##リトラクト
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
G4 P{time *1000}
RESPOND MSG="Start material return {length}mm"
RESPOND MSG="{length}mm リトラクト開始"
G91 ; 相対座標モード
G1 E-{length} F{feedrate}
G90 ; 絶対座標モード
RESPOND MSG="Return of materials completed"
RESPOND MSG="リトラクト完了"
M104 S0
-
ファームウェアを
V1.1.0にアップデートする必要があります。 -
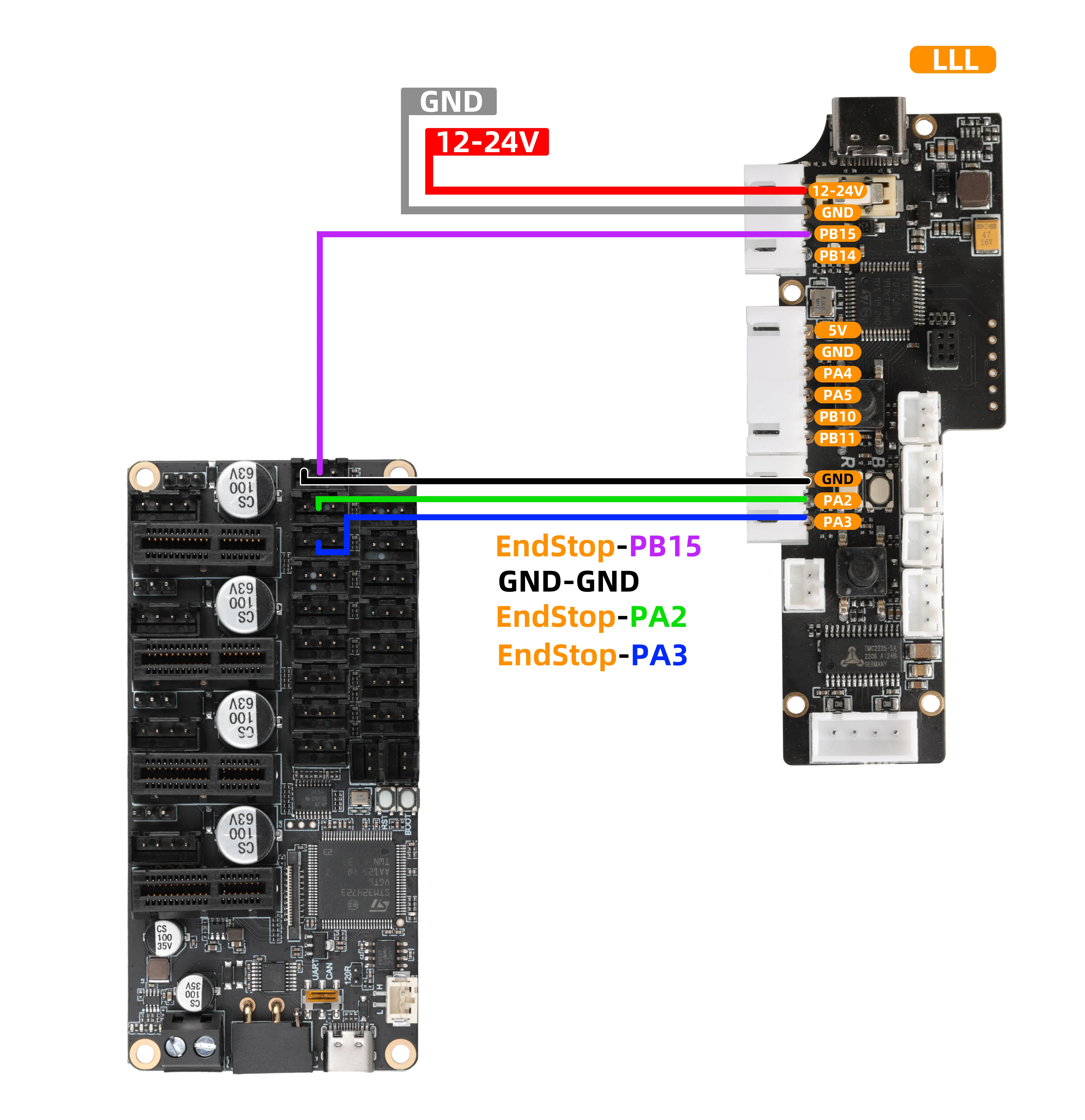
バッファは以下のピンの電圧レベルを検出することで、自動継続フィーディングを実現します:
-
自動フィーディング: ピン
PB5がLowレベル信号を検出すると、バッファは継続フィーディングを実行します。 -
自動リトラクト: ピン
PB6がLowレベル信号を検出すると、バッファは継続リトラクトを実行します。
配線ガイド
- 上記機能を使用する際は、以下の図を参考に配線してください:
重要なお知らせ
- 図中の「MMUツールボード」はインターフェース定義の参考です。実際の使用時は以下の通りにしてください:
- ケーブルをKLIPPERマザーボードのリミットスイッチ信号ポートに直接接続してください。
- 設定ファイル(例:
printer.cfg)で、PB5とPB6に対応するポート番号の設定を変更・確認し、機能が正常に動作するようにしてください。
設定例
- 設定追加
- 基本機能を追加した後に下記の設定を追加する必要があります
- MMUツールボード参考設定
- マザーボード参考設定
[output_pin _feeding]
pin:LLL_PLUS:PD6 # 実際に使用するピンに変更してください
shutdown_value: 0
value:1
[output_pin _material_return]
pin:LLL_PLUS:PD7 # 実際に使用するピンに変更してください
shutdown_value: 0
value:1
[gcode_macro Buffer_feeding] ## バッファフィーディング
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
RESPOND MSG="Start feeding {length}mm"
RESPOND MSG="{length}mm フィーディング開始"
SET_PIN PIN=_feeding VALUE=0
G91 ; 相対座標モード
G1 E{length} F{feedrate}
G90 ; 絶対座標モード
G4 P{time *1000}
RESPOND MSG="Extrusion completed"
RESPOND MSG="エクストルージョン完了"
SET_PIN PIN=_feeding VALUE=1
M104 S0
[gcode_macro RBuffer_material_return] ## バッファリトラクト
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
RESPOND MSG="Start material return {length}mm"
RESPOND MSG="{length}mm リトラクト開始"
SET_PIN PIN=_material_return VALUE=0
G91 ; 相対座標モード
G1 E-{length} F{feedrate}
G90 ; 絶対座標モード
G4 P{time *1000}
RESPOND MSG="Return of materials completed"
RESPOND MSG="リトラクト完了"
SET_PIN PIN=_material_return VALUE=1
M104 S0
[output_pin _feeding]
pin:PD6 # 実際に使用するピンに変更してください
shutdown_value: 0
value:1
[output_pin _material_return]
pin:PD7 # 実際に使用するピンに変更してください
shutdown_value: 0
value:1
[gcode_macro Buffer_feeding] ## バッファフィーディング
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
RESPOND MSG="Start feeding {length}mm"
RESPOND MSG="{length}mm フィーディング開始"
SET_PIN PIN=_feeding VALUE=0
G91 ; 相対座標モード
G1 E{length} F{feedrate}
G90 ; 絶対座標モード
G4 P{time *1000}
RESPOND MSG="Extrusion completed"
RESPOND MSG="エクストルージョン完了"
SET_PIN PIN=_feeding VALUE=1
M104 S0
[gcode_macro RBuffer_material_return] ## バッファリトラクト
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set time = printer["gcode_macro CONFIG"].extruder_time %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Heat the extruder to {temp} °C"
RESPOND MSG="エクストルーダーを {temp} °C に加熱してください"
M109 S{temp}
RESPOND MSG="Start material return {length}mm"
RESPOND MSG="{length}mm リトラクト開始"
SET_PIN PIN=_material_return VALUE=0
G91 ; 相対座標モード
G1 E-{length} F{feedrate}
G90 ; 絶対座標モード
G4 P{time *1000}
RESPOND MSG="Return of materials completed"
RESPOND MSG="リトラクト完了"
SET_PIN PIN=_material_return VALUE=1
M104 S0
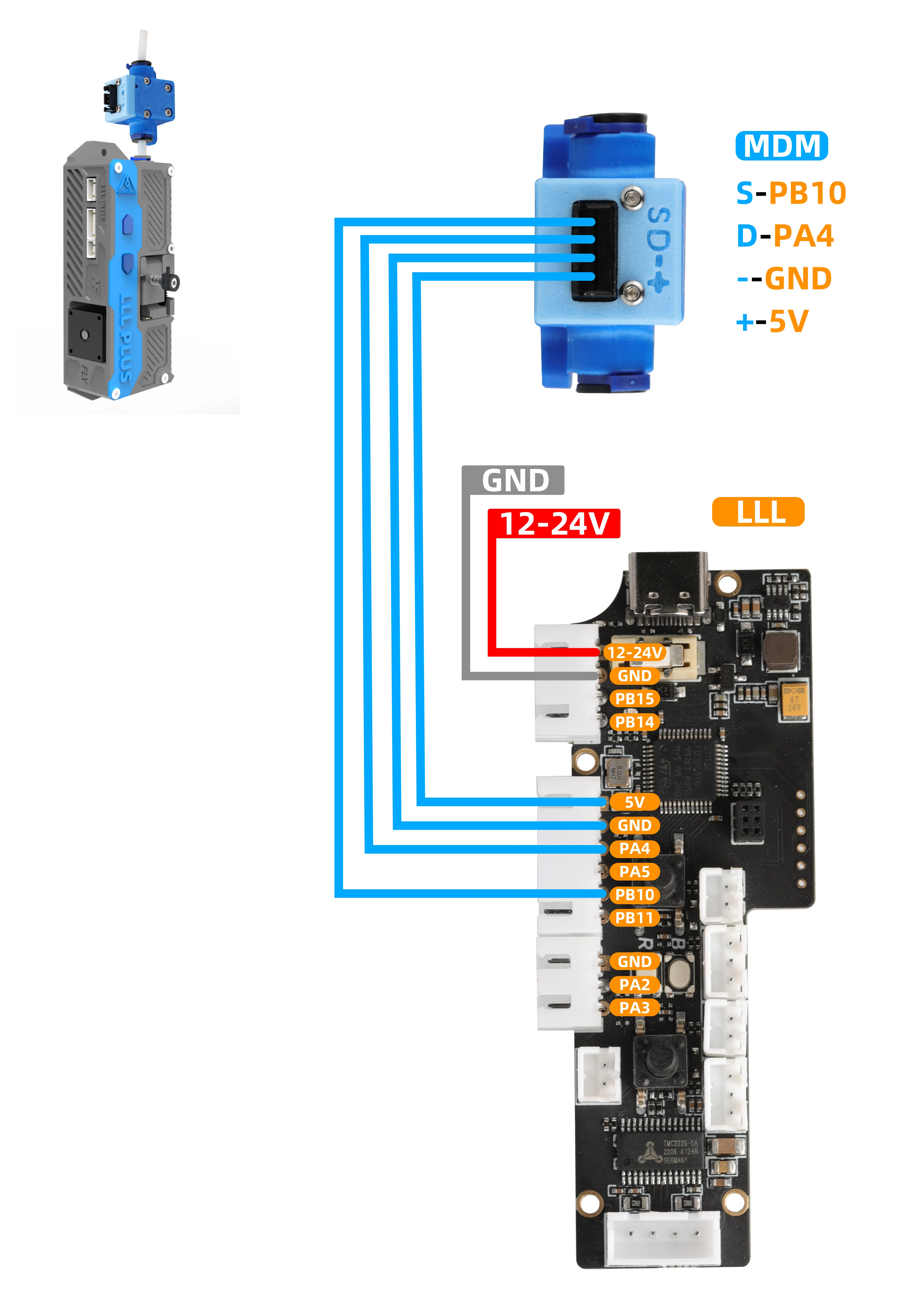
機能概要
FLY-MDM断線/詰まり検出センサーと組み合わせることで、バッファにより詰まり検出機能を実現できます。- ファームウェアを
V1.1.0にアップデートする必要があります。
ハードウェア配線
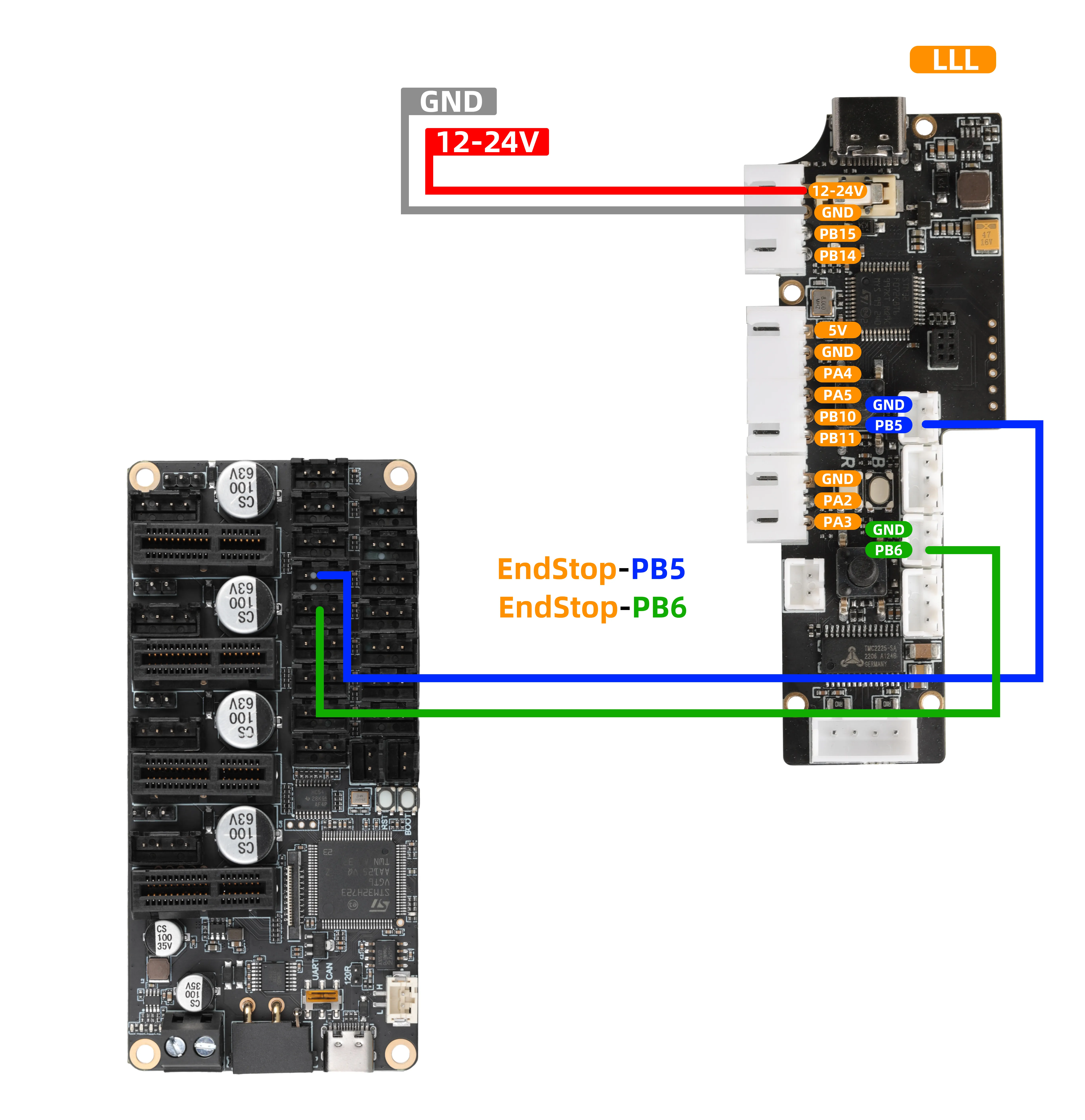
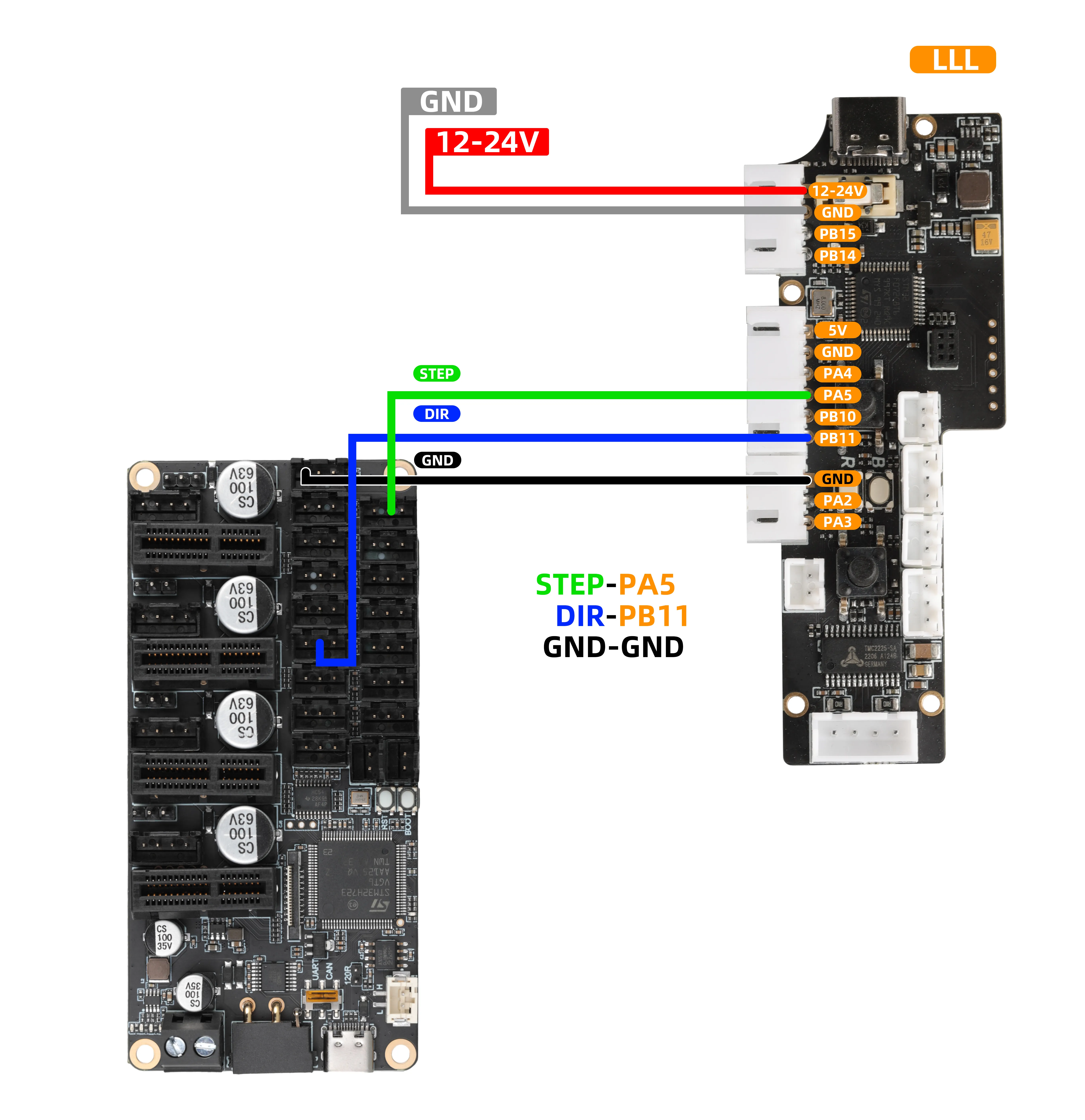
- バッファの信号線はマザーボード上の未使用の汎用デジタル出力ピンに接続する必要があります。例えば以下の接続が可能です:
STEPバッファのPA5をマザーボードのPWM、RGB、12864のいずれかに接続してください。BL-Touchのサーボポートも使用可能です。DIRバッファのPB11をマザーボードのリミットポートに接続してください。
-
この接続はエクストルーダーモーターの動作状態を監視するために使用され、詰まり検出の鍵となります。
-
上記機能を使用する際は、以下の図を参考に配線してください:
重要なお知らせ
- 図中の「MMUツールボード」はインターフェース定義の参考です。実際の使用時は以下の通りにしてください:
- ケーブルをKLIPPERマザーボードのリミットスイッチ信号ポートに直接接続してください。
- 設定ファイル(例:
printer.cfg)で、PD3とPC0に対応するポート番号の設定を変更・確認し、機能が正常に動作するようにしてください。
- MDM配線参考図
設定例
- 設定追加
- 基本機能を追加した後に下記の設定を追加する必要があります
- 下記設定の
STEPとDIRは接続したピン番号に変更してください - また、他の設定もエクストルーダー設定に合わせて変更する必要があります。さもないと詰まり検出に失敗します
- MMUツールボード参考設定
- マザーボード参考設定
[extruder_stepper my_extra_stepper]
extruder = extruder
step_pin: LLL_PLUS:PE10
dir_pin: LLL_PLUS:PD4
rotation_distance: 17.472
gear_ratio:50:10
microsteps:16
full_steps_per_rotation: 200
[extruder_stepper my_extra_stepper]
extruder = extruder
step_pin: PE10
dir_pin: PD4
rotation_distance: 17.472
gear_ratio:50:10
microsteps:16
full_steps_per_rotation: 200
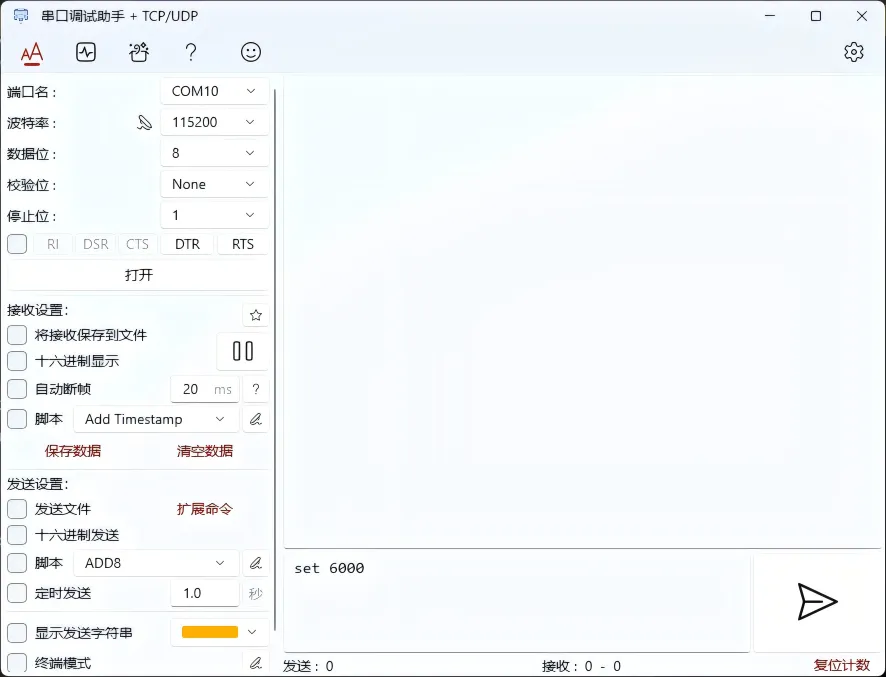
バッファパラメータ設定
シリアルツールアシスタント取得- モジュールとPCをUSBケーブルで接続し、シリアルツールアシスタントを開き、対応するポート番号を選択し、ボーレートを115200に設定して接続をクリックしてください。
注意事項
- エクストルーダー設定に
gear_ratioがない場合は駆動ギア数と従動ギア数を1に変更してください
Loading...
パラメータ説明
| 機能説明 | 設定コマンド (シリアルツールで入力してください) | 初期値 | 単位 | 備考 |
|---|---|---|---|---|
| 現在の全パラメータを確認 | Loading... | - | - | 現在の全設定を読み取るためにコマンドを送信します。 |
| モーターステップ数を設定 | Loading... | 916 | - | モーターが1ミリメートル移動するために必要なステップ数を設定します。 |
| エンコーダー検出距離を設定 | Loading... | 1.73 | mm | 各エンコーダーサイナルが表すフィラメント移動距離を設定します。 |
| 動作タイムアウト時間を設定 | Loading... | 60000 | ms | トリガーがない状態での自動停止時間を設定し、連続吐出を防ぎます。 |
| 誤差スケーリング係数を設定 | Loading... | 2.0 | - | 許容誤差 = encoder値 X scale値。例: 1.73 * 2.0 = 3.46 mm |
| 速度制御コマンドを設定 | Loading... | 260 | mm | バッファの動作速度を設定します。最大600 (回/分)。ファームウェアはバージョンV1.1.1に更新する必要があります。 |
操作上の注意:
- コマンド形式: 上記表の「設定コマンド」列に記載されている整行のコマンド (例:
steps 916) が完全に入力する必要がある内容です。 - 送信方法: シリアルアシスタントの送信エリアにコマンドを入力した後、送信ボタンをクリックします。
- 自動保存: コマンド送信成功後、パラメータは即座に有効になり自動保存されます。追加の保存操作は必要ありません。
- 設定の確認: 任意のパラメータを変更した後は、
infoコマンドを送信して現在の全パラメータを照会し、設定が正しく反映されているかを確認してください。
Loading...