Câblage et configuration
Schéma de câblage interne du tampon
Vidéo d'installation
Connexion du tampon à la carte mère et méthode de configuration
- Fonctions de base
- Utilisation du tampon pour l'approvisionnement ou la rétractation
- Câblage et configuration avec le capteur MDM
-
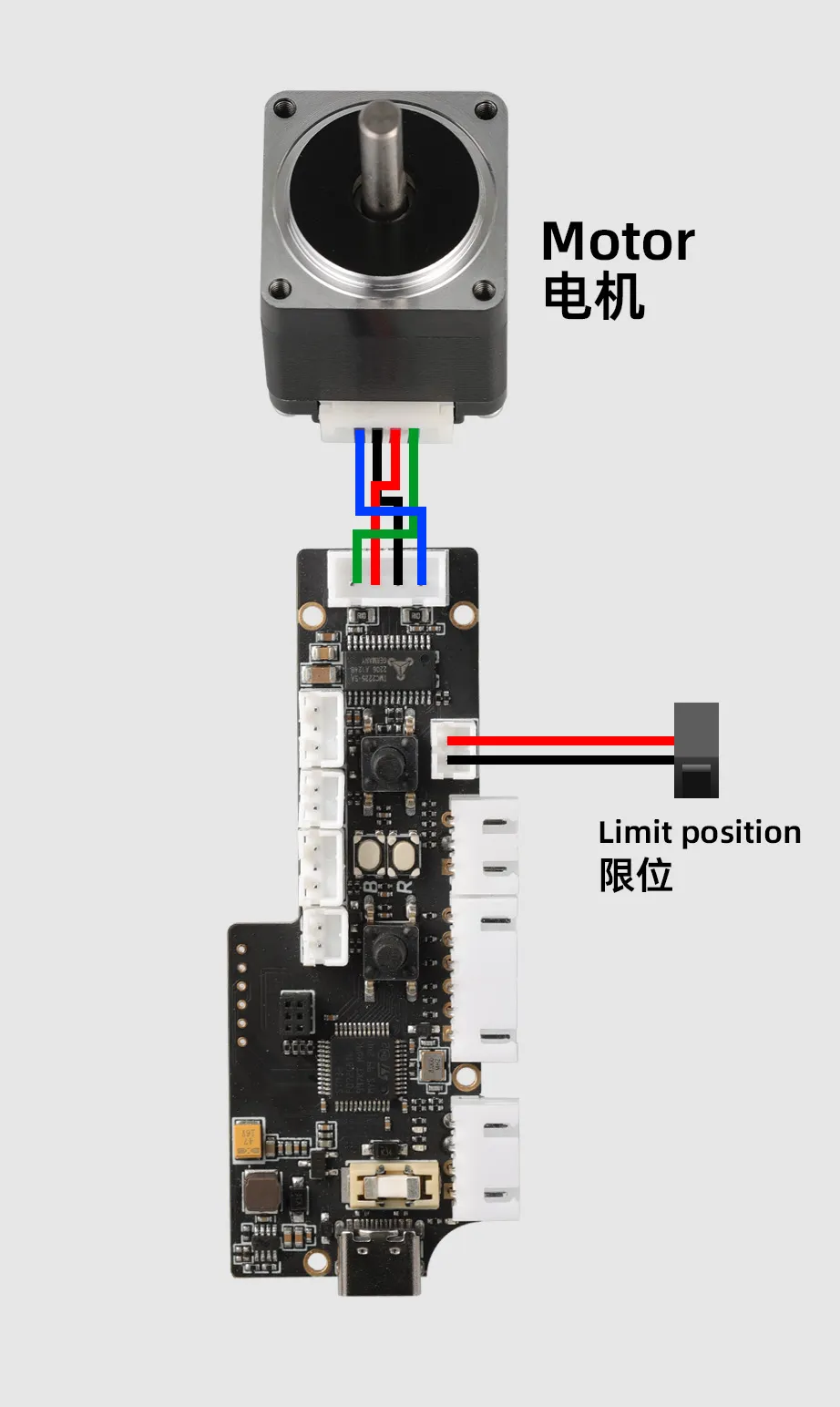
Ce tampon intègre les fonctions de détection de rupture de filament et de contrôle manuel :
-
Détection de rupture de filament (FILAMENT_SENSOR)
- Sortie du signal : Lorsqu'une rupture de filament est détectée, la broche
PB15du tampon émet un signal bas.
- Sortie du signal : Lorsqu'une rupture de filament est détectée, la broche
-
Bouton d'approvisionnement (FEED)
- Clic simple : La broche
PA2du tampon émet une impulsion haute pendant 3 secondes. - Appui long : Le tampon effectuera un approvisionnement continu jusqu'à ce que le bouton soit relâché.
- Clic simple : La broche
-
Bouton de rétractation (RETRACT)
- Clic simple : La broche
PA3du tampon émet une impulsion basse pendant 3 secondes. - Appui long : Le tampon effectuera une rétractation continue jusqu'à ce que le bouton soit relâché.
- Clic simple : La broche
Guide de câblage
-
Lors de l'utilisation des fonctions ci-dessus, veuillez vous référer au schéma de câblage suivant :
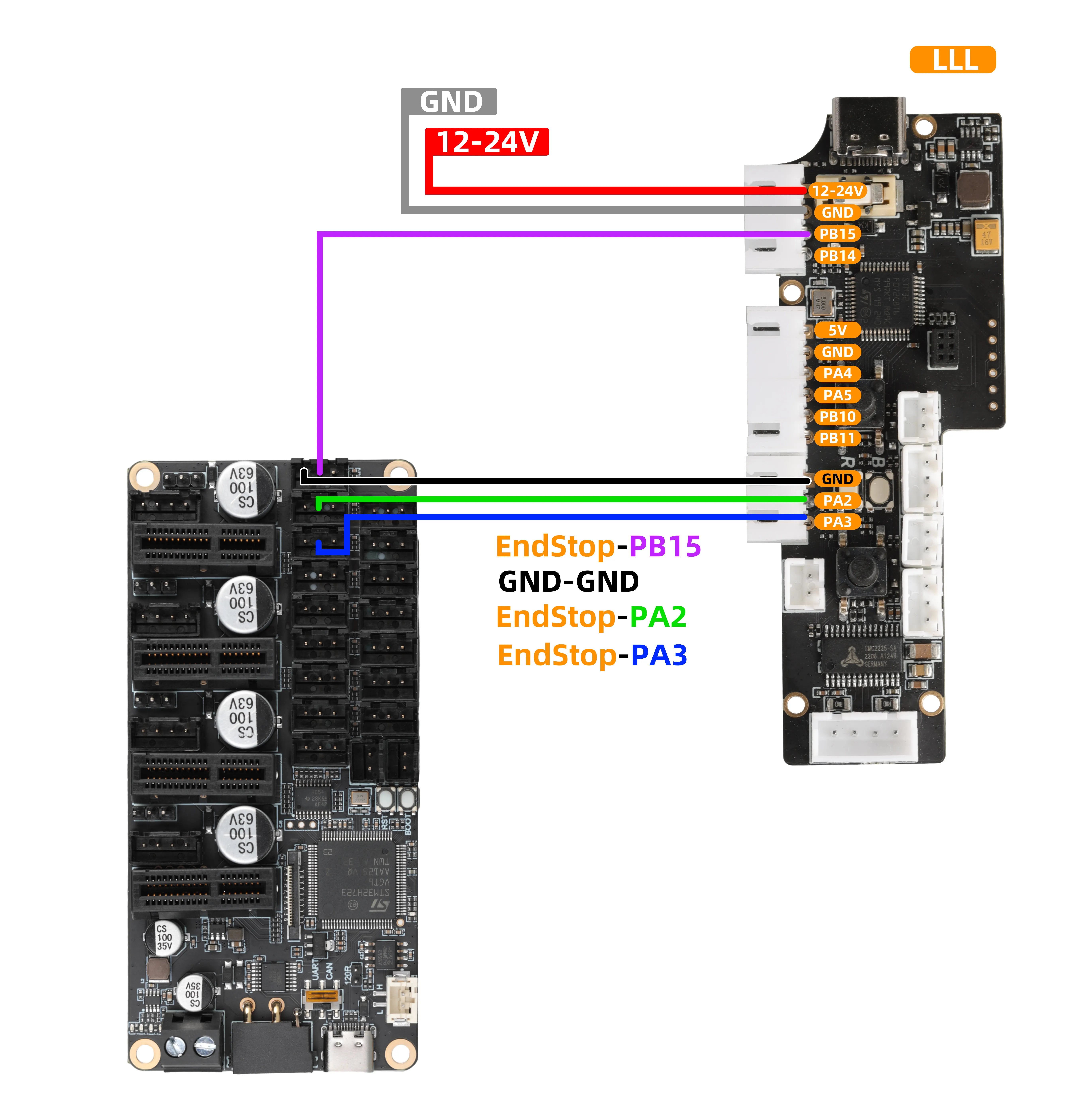
- Le plateau d'outil MMU sur le schéma sert uniquement de référence pour la définition des interfaces. Lors de l'utilisation réelle, vous devez :
- Connecter directement les câbles aux ports de signal des fin de course sur votre carte mère (par exemple, carte Klipper ou Marlin).
- Modifier et confirmer dans le fichier de configuration (comme
printer.cfg) la configuration des broches correspondantes àPD3,PD4etPD5, afin de garantir le bon fonctionnement des fonctions.
Exemple de configuration
[mcu LLL_PLUS]
serial:/dev/serial/by-id/usb-Klipper_stm32h723xx_12345-if00
[filament_switch_sensor Material_breakage_detection]
pause_on_runout: true
switch_pin: ^LLL_PLUS:PD3
runout_gcode:
PAUSE
RESPOND MSG="matériau insuffisant"
insert_gcode:
RESPOND MSG="Détecté"
event_delay: 1.0
pause_delay: 0.5
[gcode_button Load_consumables]
pin:^LLL_PLUS:PD4 # Remplacer par la broche utilisée, reliée à la broche d'approvisionnement
press_gcode:
_Load_consumables
[gcode_button RETRACT]
pin:^!LLL_PLUS:PD5 # Remplacer par la broche utilisée, reliée à la broche de rétractation
press_gcode:
_RETRACT
[gcode_macro CONFIG]
description: Configuration de l'extrudeur
variable_extruder_temp: 200 ## Température
variable_extruder_length: 50 ## Longueur
variable_extruder_speed: 5 ## Vitesse (mm/s)
gcode:
[gcode_macro _Load_consumables] ## Approvisionnement
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Chauffer l'extrudeur à {temp} °C"
RESPOND MSG="Chauffez l'extrudeur à {temp} °C"
M109 S{temp}
RESPOND MSG="Démarrer l'approvisionnement de {length} mm"
RESPOND MSG="Début de l'approvisionnement de {length} mm"
G91 ; Mode coordonnées relatives
G1 E{length} F{feedrate}
G90 ; Mode coordonnées absolues
RESPOND MSG="Extrusion terminée"
RESPOND MSG="Extrusion terminée"
M104 S0
[gcode_macro _RETRACT] ## Rétractation
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Chauffer l'extrudeur à {temp} °C"
RESPOND MSG="Chauffez l'extrudeur à {temp} °C"
M109 S{temp}
RESPOND MSG="Démarrer la rétractation de {length} mm"
RESPOND MSG="Début de la rétractation de {length} mm"
G91 ; Mode coordonnées relatives
G1 E-{length} F{feedrate}
G90 ; Mode coordonnées absolues
RESPOND MSG="Rétractation terminée"
RESPOND MSG="Rétractation terminée"
M104 S0
-
Nécessite une mise à jour du firmware vers
V1.1.0 -
Le tampon peut détecter l'état électrique des broches suivantes pour réaliser un approvisionnement ou une rétractation automatique :
-
Approvisionnement automatique : Lorsque la broche
PB5détecte un signal bas, le tampon effectue un approvisionnement continu. -
Rétractation automatique : Lorsque la broche
PB6détecte un signal bas, le tampon effectue une rétractation continue.
Guide de câblage
- Lors de l'utilisation des fonctions ci-dessus, veuillez vous référer au schéma de câblage suivant :
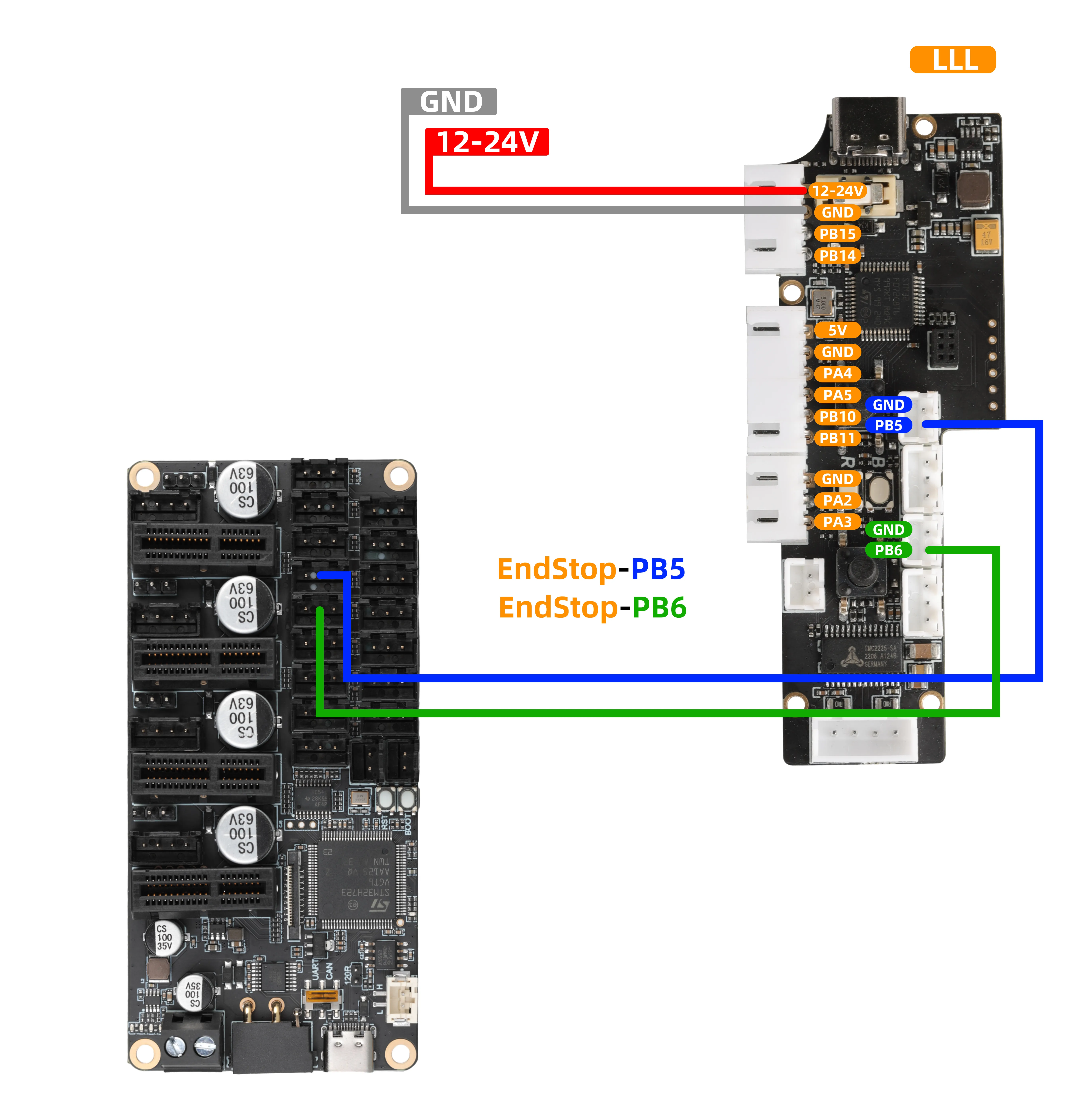
- Le plateau d'outil MMU sur le schéma sert uniquement de référence pour la définition des interfaces. Lors de l'utilisation réelle, vous devez :
- Connecter directement les câbles aux ports de signal des fin de course sur votre carte mère (par exemple, carte Klipper ou Marlin).
- Modifier et confirmer dans le fichier de configuration (comme
printer.cfg) la configuration des broches correspondantes àPB5etPB6, afin de garantir le bon fonctionnement des fonctions.
Exemple de configuration
- Ajout de configuration
- Veuillez noter que cette configuration doit être ajoutée après avoir configuré les fonctions de base
[output_pin _feeding]
pin:LLL_PLUS:PD6
shutdown_value: 0
value:0
[output_pin _material_return]
pin:LLL_PLUS:PD7
shutdown_value: 0
value:0
[gcode_macro Buffer_feeding] ## Approvisionnement par le tampon
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Chauffer l'extrudeur à {temp} °C"
RESPOND MSG="Chauffez l'extrudeur à {temp} °C"
M109 S{temp}
RESPOND MSG="Démarrer l'approvisionnement de {length} mm"
RESPOND MSG="Début de l'approvisionnement de {length} mm"
SET_PIN PIN=_feeding VALUE=1
G91 ; Mode coordonnées relatives
G1 E{length} F{feedrate}
G90 ; Mode coordonnées absolues
RESPOND MSG="Extrusion terminée"
RESPOND MSG="Extrusion terminée"
SET_PIN PIN=_feeding VALUE=0
M104 S0
[gcode_macro RBuffer_material_return] ## Rétractation par le tampon
gcode:
{% set temp = printer["gcode_macro CONFIG"].extruder_temp %}
{% set length = printer["gcode_macro CONFIG"].extruder_length %}
{% set speed = printer["gcode_macro CONFIG"].extruder_speed %}
{% set feedrate = speed * 60 %}
RESPOND MSG="Chauffer l'extrudeur à {temp} °C"
RESPOND MSG="Chauffez l'extrudeur à {temp} °C"
M109 S{temp}
RESPOND MSG="Démarrer la rétractation de {length} mm"
RESPOND MSG="Début de la rétractation de {length} mm"
SET_PIN PIN=_material_return VALUE=1
G91 ; Mode coordonnées relatives
G1 E-{length} F{feedrate}
G90 ; Mode coordonnées absolues
SET_PIN PIN=_material_return VALUE=0
RESPOND MSG="Rétractation terminée"
RESPOND MSG="Rétractation terminée"
M104 S0
Présentation des fonctions
- Utilisé conjointement avec le capteur de rupture/blocage de filament
FLY-MDM, le tampon peut détecter les blocages de filament. - Nécessite une mise à jour du firmware vers
V1.1.0.
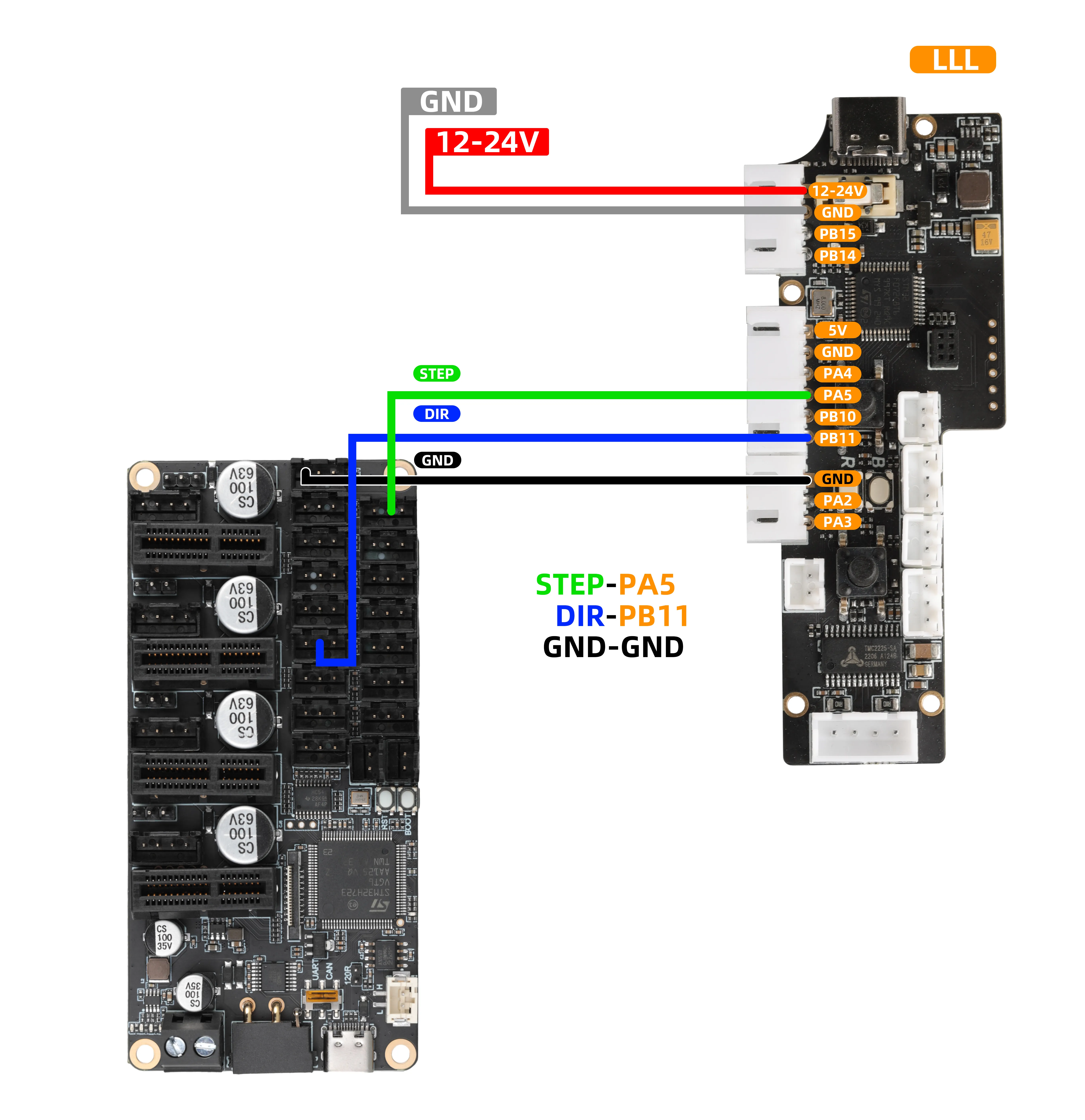
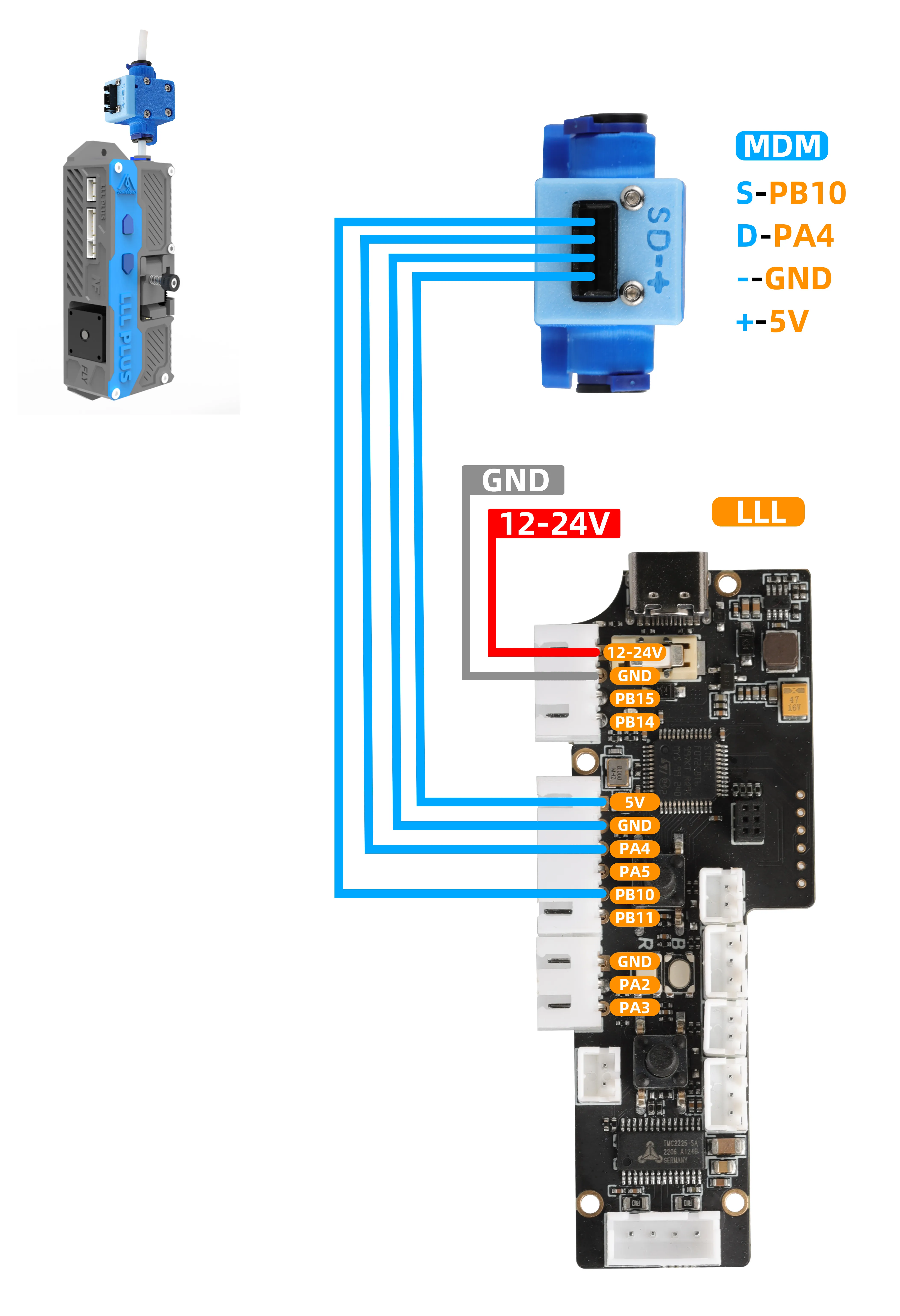
Câblage matériel
- Les câbles du tampon doivent être connectés à n'importe quelle broche de sortie numérique inutilisée sur la carte mère, par exemple :
- Connecter la broche
STEPdu tampon (PA5) à l'une des brochesPWM,RGB,12864sur la carte mère. Veuillez noter que la broche servo du BL-Touch peut également être utilisée. - Connecter la broche
DIRdu tampon (PB11) à la broche de fin de course sur la carte mère.
-
Cette connexion permet de surveiller l'état de fonctionnement du moteur de l'extrudeur, ce qui est essentiel pour détecter les blocages.
-
Lors de l'utilisation des fonctions ci-dessus, veuillez vous référer au schéma de câblage suivant :
- Le plateau d'outil MMU sur le schéma sert uniquement de référence pour la définition des interfaces. Lors de l'utilisation réelle, vous devez :
- Connecter directement les câbles aux ports de signal des fin de course sur votre carte mère (par exemple, carte Klipper ou Marlin).
- Modifier et confirmer dans le fichier de configuration (comme
printer.cfg) la configuration des broches correspondantes àPD3etPC0, afin de garantir le bon fonctionnement des fonctions.
- Exemple de câblage avec MDM
Exemple de configuration
- Ajout de configuration
- Veuillez noter que cette configuration doit être ajoutée après avoir configuré les fonctions de base
- Veuillez modifier les broches
STEPetDIRdans la configuration ci-dessous en fonction des broches utilisées dans votre câblage - Et les autres paramètres doivent être ajustés selon la configuration de votre extrudeur, sinon la détection de blocage ne fonctionnera pas correctement
[extruder_stepper my_extra_stepper]
extruder = extruder
step_pin: LLL_PLUS:PE10
dir_pin: LLL_PLUS:PD4
distance_par_tour: 17.472
rapport_engrenage:50:10
microsteps:16
full_steps_per_rotation: 200
Configuration des paramètres du tampon
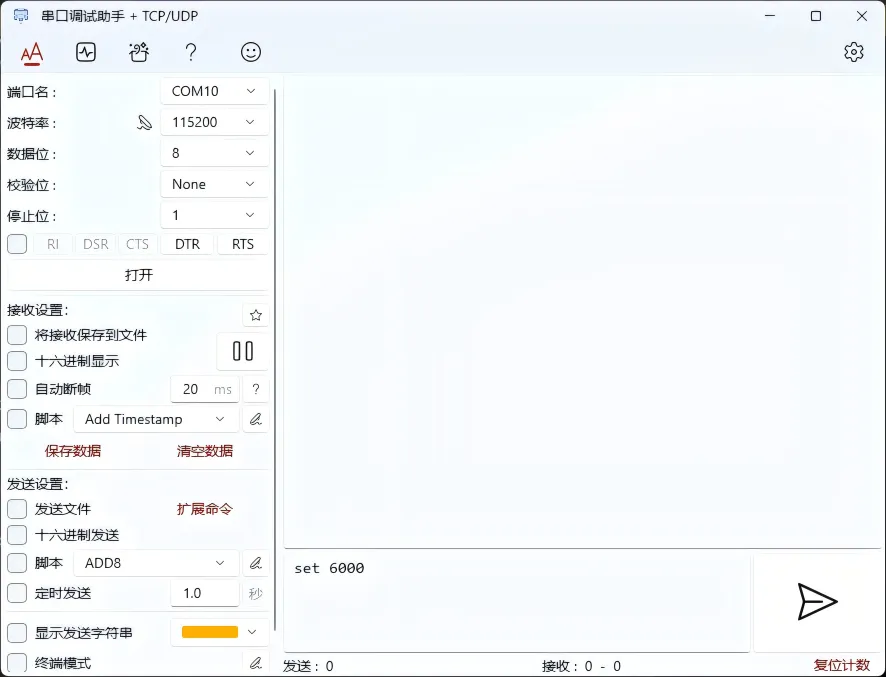
Obtenir via l'assistant d'outils série- Connectez le module à l'ordinateur à l'aide d'un câble USB, ouvrez l'assistant d'outils série, sélectionnez le port COM correspondant et un débit en bauds de 115200, puis cliquez sur Connexion.
- Si la configuration de l'extrudeur ne contient pas
rapport_engrenage, veuillez remplacerNombre de dents de l'engrenage moteuretNombre de dents de l'engrenage entraînépar1.
Description des paramètres
| Fonction | Commande de configuration (à saisir dans l'outil série) | Valeur par défaut | Unité | Remarques |
|---|---|---|---|---|
| Afficher tous les paramètres actuels | Loading... | - | - | Envoyer la commande pour lire toutes les configurations actuelles. |
| Configurer le nombre d'impulsions du moteur | Loading... | 916 | - | Définir le nombre d'impulsions nécessaires pour un déplacement du moteur de 1 mm. |
| Configurer la distance de détection de l'encodeur | Loading... | 1.73 | mm | Définir la distance de déplacement du matériau représentée par chaque signal de l'encodeur. |
| Configurer le délai d'expiration | Loading... | 60000 | ms | Définir le temps d'arrêt automatique en état d'inactivité pour éviter l'extrusion continue. |
| Configurer le coefficient d'échelle d'erreur | Loading... | 2.0 | - | Erreur autorisée = valeur encoder × valeur scale.Exemple : 1.73 * 2.0 = 3.46 mm |
Informations importantes :
- Format des commandes : Dans la colonne « Commande de configuration » du tableau ci-dessus, la commande complète (par exemple
steps 916) doit être saisie intégralement. - Envoi : Saisir la commande dans la zone d'envoi de l'assistant série, puis cliquer sur le bouton Envoyer.
- Enregistrement automatique : Une fois la commande envoyée avec succès, les paramètres prennent effet immédiatement et sont enregistrés automatiquement, aucune action supplémentaire n'est nécessaire.
- Vérification de la configuration : Après la modification de n'importe quel paramètre, envoyer la commande
infopour consulter tous les paramètres actuels et vérifier que la configuration est correcte.