简介
apls 压力模块是一款基于 ADS131M02 设计的压力传感解决方案,专为 3D 打印机自动 Z 轴归位(Home)和网床(Mesh Bed Leveling)调平开发。通过高灵敏度压力检测与实时信号处理,模块可精准感知打印头与网床的接触状态,实现毫米级调平精度,消除传统机械限位校准的误差,显著提升首层打印成功率。
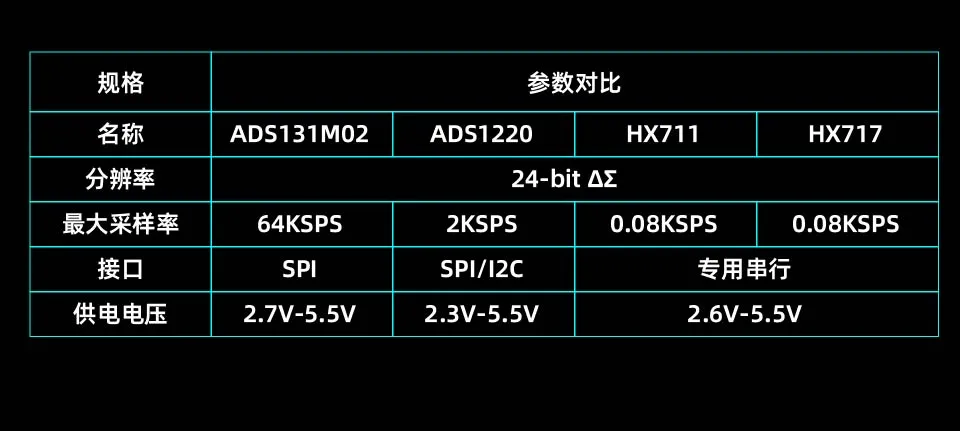
参数对比
apls 压力模块使用
推荐搭配擦嘴功能
在使用 apls 压力模块时,建议搭配擦嘴功能,以确保喷嘴的清洁度,从而提高调平的精度和稳定性。
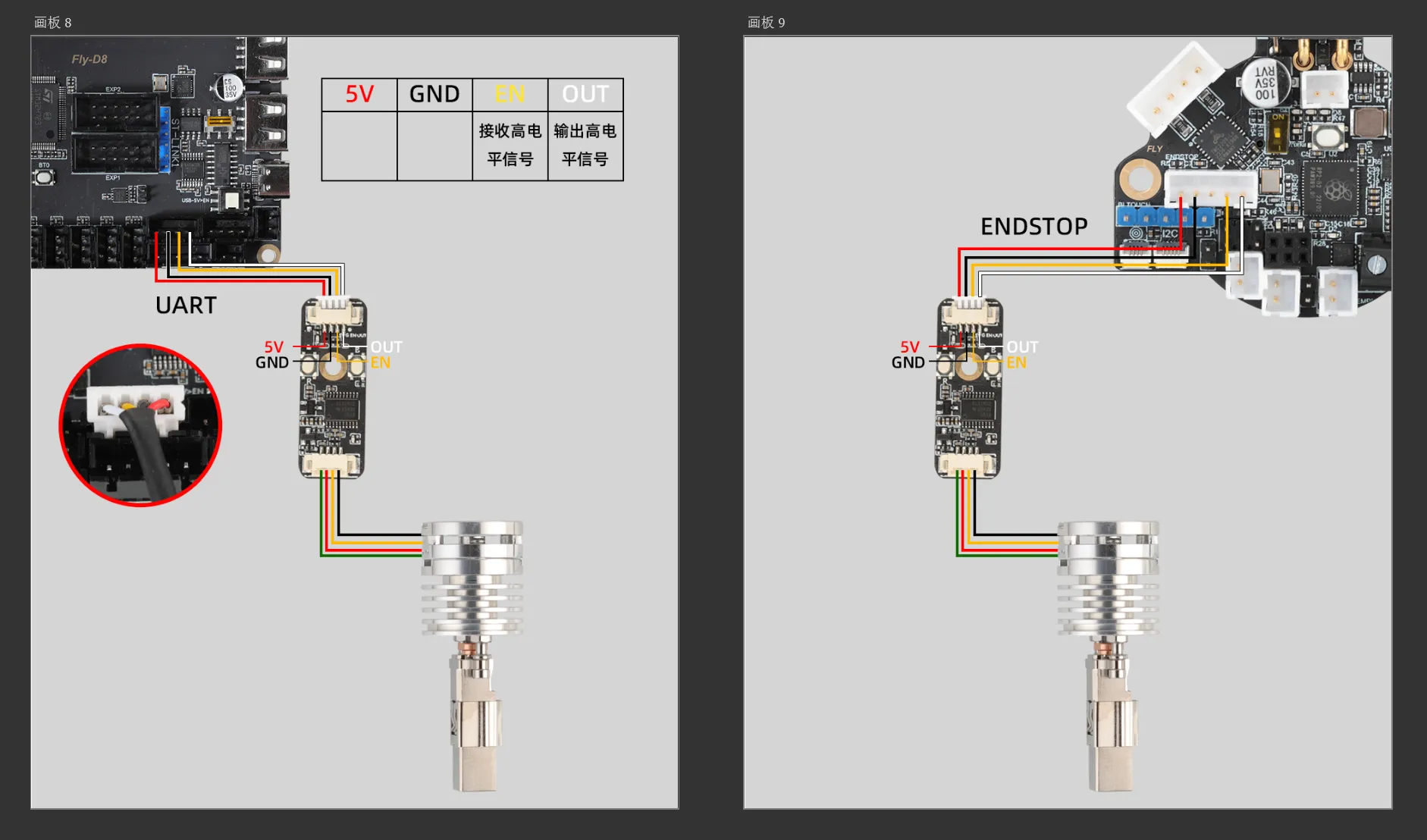
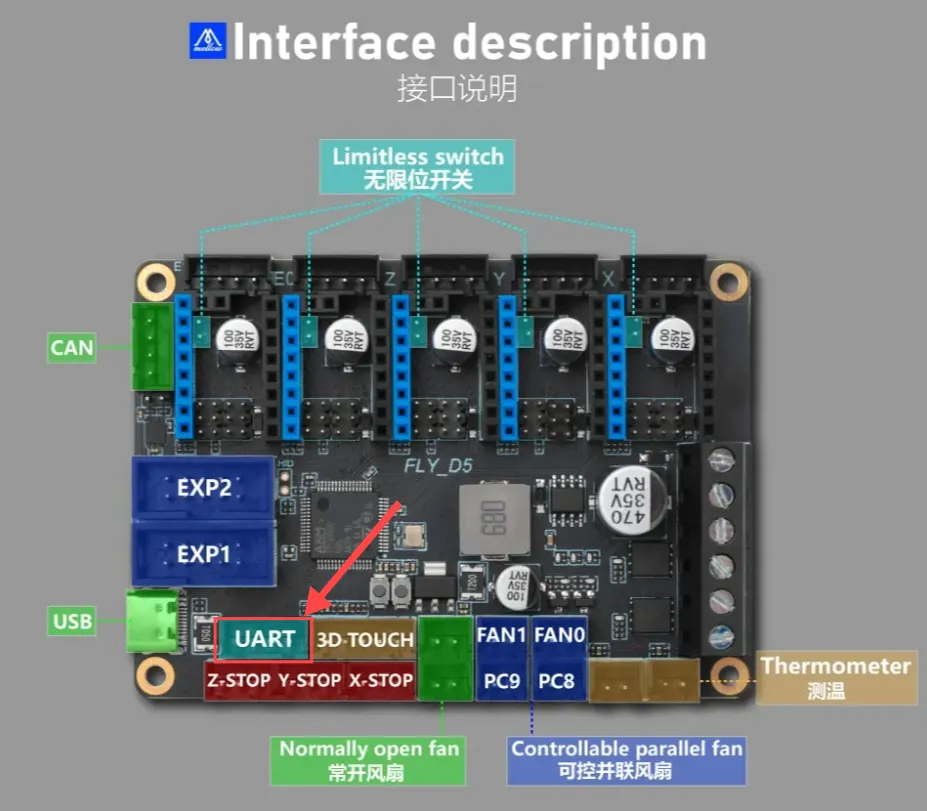
XH2.54 4Pin 接线示意图
模块可直接插入主板 UART 接口,或接到扩展板的 UART 接口上。如果没有 UART 接口,可在主板上找到两个 Pin 脚,注意电源线正负极。
安装注意事项
- 确保模块安装牢固,避免打印过程中因震动导致接触不良。
- 检查接线是否正确,避免因接线错误导致模块无法正常工作。
- 在首次使用前,建议进行多次调平测试,以确保模块的灵敏度和精度符合预期。
状态灯显示
- 通电状态:绿色红色框状态灯长亮,表示模块正常工作。
- 触发状态:红色框状态灯熄灭,表示模块处于触发状态。

状态灯故障排查
- 如果状态灯未亮,请检查电源接线是否正确。
- 如果状态灯持续闪烁,可能是模块检测到异常信号,请检查探针是否被异物卡住或损坏。
配置指南
需要替换掉原有的配置文件中的 probe 和 归位 部分,添加如下配置:
示例配置文件
以下是推荐的配置文件内容,请根据实际需求进行调整:
[homing_override]
axes: xyz
set_position_z:10
gcode:
G91
G1 Z10 F3000
G90
SET_PIN PIN=_probe_ready VALUE=0
## _LIFT_Z
{% set home_all = 'X' not in params and 'Y' not in params and 'Z' not in params %}
{% if home_all or 'X' in params %}
G28 X
{% endif %}
{% if home_all or 'Y' in params %}
G28 Y
G0 X{printer.toolhead.axis_maximum.x / 2} Y{printer.toolhead.axis_maximum.y / 2} F6000
{% endif %}
{% if home_all or 'Z' in params %}
# 如果同时使用eddy加压力传感器取消下面注释
#SET_PIN PIN=_probe_ready VALUE=1
G28 Z
#SET_PIN PIN=_probe_ready VALUE=0
G1 Z10 F3000
{% endif %}
[output_pin _probe_ready]
pin: PA9
shutdown_value: 0
[probe]
pin: PA10
x_offset: 0 # X轴-传感器相对喷嘴偏移量
y_offset: 0 # Y轴-传感器相对喷嘴偏移量
z_offset:0 # Z轴-传感器相对喷嘴偏移量
speed: 8 # 调平速度
samples: 3 # 采样次数
samples_result: median # 取值方式(默认median-中位数)
sample_retract_dist: 2 # 调平回缩距离
samples_tolerance: 0.05 # 采样公差(注意过小的值可能造成采样次数增加)
samples_tolerance_retries: 3 # 超公差重试次数
activate_gcode:
G4 P500
SET_PIN PIN=_probe_ready VALUE=1
deactivate_gcode:
SET_PIN PIN=_probe_ready VALUE=0
调整 Z Offset 值参考
使用这个命令进行调整z-offset:
PROBE_CALIBRATE
- 调整
z-offset数值前,请先参考 Klipper 文档的教程:Paper Test
注意
- 如果要将压力模块用作 Z 轴限位,请覆盖原来的
endstop_pin配置为:endstop_pin: probe:z_virtual_endstop